约 1850-1950 这一百年间,美国制表业从无到有,从小到大,利用先进的机械化生产和管理模式进行大规模生产,
无论产量和品质都达到了巅峰状态,连当时的制表大国瑞士也要从美国进口先进设备和生产管理模式。
现在存世的美国怀表量大质优,价格相对便宜,很受怀表爱好者欢迎,
现就美国怀表常用的一些英文名词解释译作中文,以便初学者更容易明白自己手中怀表的定位和质素。
生产年份(Production Year):
机芯的大致生产年份。参考各表厂每年的生产记录,有些工厂的记录比较完整,有些则不是太完整,所以是大概生产年份。
机芯尺寸(Size):
由美国制表商共同开发和确认的机芯尺寸,以“Size”为单位(有别于瑞士的发分“Lignes”,以便配合美国表壳生产商来生产标准尺寸的表壳),数字越大代表机芯尺寸越大,但是这个数字(如16 size)与实际机芯尺寸(43.18mm)无实质关系。
宝石(Jewels);
只有宝石坚硬的表面才能与合金零件完美配合,令摩擦力和磨损最小化,并且能留住极小量的润滑油(扩散小)。细小宝石的原材料很便宜,但是可以令表精确可靠地运行,所以一定数量的宝石是很必要的,但是超出必要性而增加的宝石数量并不意味着表的质量的增加。
品质级别(Grade):
品质级别是用来鉴别机芯的最终完成度,通常反应为对这个机芯的生产工时的投入,也有部分是材料成本,但是最大部分还是为了提高精确度而校正所投入的劳动力,机芯的美观修饰打磨占小部分。
在表壳方面,材质是占价值的最大部分,雕刻设计只占小部分。
级别的增加可以通过增加宝石数量,更复杂的修饰打磨或增加调整方位来实现。
型号(Model):
这个就像汽车型号一样,机芯型号代表了机芯的款式,工时数的投入和宝石数量,型号名称和号码是用来判别是否有铁路表资格和机芯的级数。型号可以是名称或号码。
类别(Class):
工厂内部使用的记录,用来记录所生产的机芯型号款式和级别之间的微小差别。
批次,数量(Run Quantity):
因为每个机芯型号和级别都需要一些特别的工具和技术来生产,所以零件按不同时期以批次生产,每个批次数量可以是数以百计或数以万计为一组,每个型号的总批量合计是算到直至工厂停止生产这个型号为止。
机芯格局(Movement Configuration):
就是我们所熟悉的猎表(Hunter)和开面表(Open Face),工厂生产猎表机芯是装在前面有盖的猎表壳里(Hunting Case),生产开面机芯是装在前面没盖子的开面表壳里(Open Face Case)。
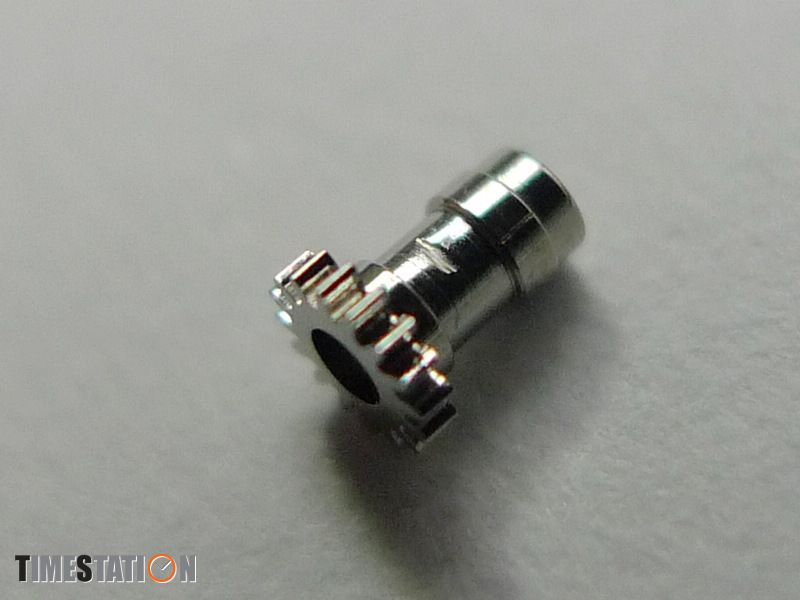
时间的调整(Movement Seting):
意思是说如何调整时间,最早的表是用“匙”(Key)来调整时分针的,后来就发展成将“把头”(Crown)拔出,通过旋转“把头”来调整时分针。在“铁路表”中是需要通过“杠杆”(Lever Set)来调针时分针的:一个小型的“杠杆”隐藏在表面边上的小槽里,必须将“杠杆”拉出并旋转“把头”才能调整时分针,这种设计是为了防误操作。
机芯的美观装饰(Movement Finish):
传统的机芯外观装饰为:色彩,镀金,镀镍及人手或机器打磨雕刻,从而增加机芯的级数和价值。
桥,夹板(Plate):
机芯的构造为以“桥”(Bridges)或“夹板”(Plates)来定位齿轮。有些机芯称为“全夹板”(Full-Plate),意思是说机芯用两块金属夹板来定位所有的齿轮和零件。其它的机芯或者是3/4夹板(Three Quarter Plate),意思是说由3个夹板来定位齿轮等零件,夹板与夹板之间有空间和缝隙。“桥式夹板”(Bridge Movement)的意思是以窄小的像手指般的“桥”来定位单个齿轮轴,能清楚呈现机芯内部的运作。
发条盒(Barrel):
机芯里的“发条盒”是用来装载发条的。纯发条盒是没有齿的,运用在有锥形轮(Fusee,俗称芝麻连)的古表和钟上面,以一条钢丝线或小链条与锥形轮相连,传动系统由锥形轮驱动。
现代机芯用的是“条盒轮”(Going Barrel),上链时是转动条盒轮的轴,驱动是靠发条盒外缘的一圈齿,这样,上链后条盒轮便能直接连续输出动力,这种工作方式是由 Jean-Antoine Lepine 发明的。
“悬挂式条盒轮”(Hanging Barrel)是另一种条盒轮版本,条盒轮以机芯的上端单边固定,这样可以节省空间,令机芯可以做得更薄。
“马达式”(Motor)或叫“安全条盒轮”(Safety Barrel)约在1900左右开始在怀表上使用,是条盒轮的一种变种,通过旋转发条盒来上链,目的是当发条突然断裂时,反方向的冲击力不会损坏脆弱的传动系统。(注:这个很少用,多数用的是安全轴齿“Safety Pinion”方式。)
校正(Adjusted):
一个校正过的机芯是出厂前经过工厂的特别调整的,而通常有8种校正:
面朝上
面朝下
把头朝上
把头朝下
把头朝左
把头朝右
温度(30-100 degrees Fahrenheit ,约等于 -1 — +38 摄氏)
等时(不管发条的张力如何都要保持精确度)
方位调整是通过仔细调整游丝摆轮组件的形状和重量平衡,并仔细抛光摆轮轴来达到的,而且要做多个方位,并在校时器上反复测试,需要用数小时工时才能完成,增加成本。普通标准级别的表只做3方位校正(面朝上,面朝下,把头朝上),而更高级别的要做5或6方位校正。铁路级表需要做多方位校正,1908后,铁路级需做5方位校正,而之前通常只做3方位校正。
特别印记(Marked For):
制表商为了某些特定用户或特定任务而做的印记,如铁路表,或工厂秘书为了记录某一批次机芯的特殊情况而做的记号。
-----------------------------------------------
以上错漏百出,请勿转载,以免误导。
|











 发表于 2013-6-30 19:54
发表于 2013-6-30 19:54
 发表于 2013-6-30 20:02
发表于 2013-6-30 20:02

.gif)
.gif) |
|.gif)
